浏览数量: 356 作者: 钜顺链业 发布时间: 2019-08-20 来源: 起重链条
国标起重链条在起重链条的规格工艺方面,国家是有相关规范的。
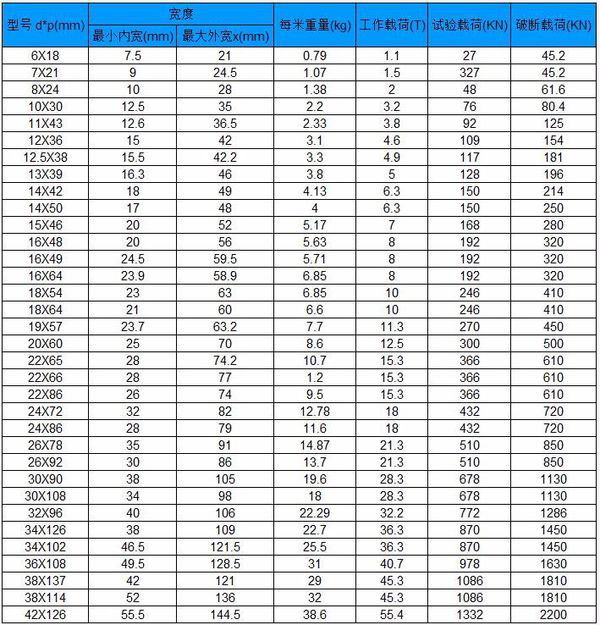
一、尺寸
1、材料直径
成品链环的任一截面的材料直径应等于名义尺寸,其公差应符合相关标准的要求。测量时,应取同一截面内互相垂直的两次测量结果的平均值。测量时应避开焊缝,且在链环直边上,避免由于链条芯模接触引起截面的变形影响测量结果。
2、链环的其他尺寸
链环的长度、宽度以及高精度链条的节距和若干个链环的长度均应符合相关标准的规定。
二、材质、热处理和制造
1、材质
链条的材质应符合相关标准的要求。 在满足这些要求的前提下,制造商应选择一种钢材,以便成品链条符合相关标准的机械性能要求。
2、热处理
所有链条在施加制造验证力之前,都应按相关标准的规定进行热处理。
3、制造
3.1、制造工艺 平型或非对称型焊缝均应位于链环的中部。在链环分肢中部的任一侧,焊接影响的材料尺寸均不应超过相关标准的规定值。 焊缝在任何地方都不应错位到使链环外廓产生凹陷。
3.2、修整 3.2.1、平型焊接链 应清除焊接形成的凸棱。3.2.2、非对称焊接链 应清除链环外表面由于焊接形成的凸棱,保留内表面凸棱。
4、表面状态
如果有涂层,成品链条应包括表面涂层。
5、制造验证力(MPF)
热处理及工艺处理完毕,成品链条应经受相关标准规定的制造验证力。试验机应符合附录A的要求。链条放入试验机时应无扭转。验证力除去后,应由胜任者仔细检验,更换不合格的链环。当拨动链条时,链条应转动灵活。 采用酸洗或电镀等表面处理工艺时,链条有发生脆性的危险,应对成品链重新施加制造验证力。 为了检验施加验证力后的链条,应提供合适的设备和照明。
6、制造过程中接入的链环
任何接人的链环应进行处理以保证成品链条中的每个链环具有同样状态。如果链环在施加制造验证力后接入,则受接入处理影响的那部分链条应重新经受制造验证力和检验。
7、破断力(BF)和总极限伸长率(A)
成品链条的破断力和总极限伸长率至少应满足相关标准规定的要求。
8、弯曲
成品链环的最小抗弯性应符合相关标准的规定。


